 Chat with us
Chat with us
Call us now :

 Send Inquiry
Send InquiryBoiler Automation System
MOQ : 1 Set
Boiler Automation System Specification
- Processor Type
- Microcontroller Based
- Sensor Type
- Temperature & Pressure Sensor
- IP Rating
- IP54
- Cable Length
- 2 Meter
- Phase
- Single Phase
- Load Capacity
- 1500 kg
- Application
- Industrial
- Connectivity Type
- Wired
- Speed Range
- Adjustable
- Automation Grade
- Automatic
- Screen Size
- 7 Inch
- Mounting Type
- Panel Mounted
- Control Type
- Digital
- Weight
- 12 kg
- Remote Control
- Yes
- Frequency
- 50 Hz
- Drive Type
- Electric
- Features
- Energy Efficient, Precise Control, Easy Installation
- Material
- Mild Steel
- Power
- 220 W
- Temperature
- 0-80 Degree Celsius
- Voltage
- 220 V
- Safety Features
- Overload Protection, Short Circuit Protection
- Installation Service
- Provided
- Data Logging
- Yes
- Alarm System
- Audio Visual
- Enclosure Material
- Powder Coated Metal
- Operating Environment
- Indoor/Outdoor
- Display Type
- Touchscreen HMI
- Communication Protocol
- Modbus RTU
- Backup Power Supply
- Available (UPS Supported)
Boiler Automation System Trade Information
- Minimum Order Quantity
- 1 Set
- Main Domestic Market
- North India
About Boiler Automation System
Being a highly quality centric firm, we are engaged in supplying a superior quality Boiler Automation System. This system is used in agricultural, pharmaceutical, textile and food industry. We source this system from most reliable and certified vendors of the market with the help of our diligent procuring agents. Available in different specifications, this Boiler Automation System is tested on performance and efficiency parameters. We offer this system at market leading prices and deliver to clients within the given time frame.
Features:
- Easy to install
- Maintenance free
- Highly efficient
Touchscreen HMI for Seamless Operation
The 7-inch touchscreen Human Machine Interface (HMI) provides clear, intuitive navigation for system monitoring and control. Large icons and user-friendly menus facilitate real-time adjustments and display crucial performance metrics. Operators can access alarm history, sensor readings, and system settings easily, ensuring efficient management and minimal training time.
Robust Safety and Reliability Features
This automation system integrates overload and short-circuit protection, alongside energy-efficient design and IP54 powder-coated enclosure for maximum safety in harsh industrial environments. Its backup UPS power supply ensures continuous operations during outages, and high-grade sensors maintain precise temperature and pressure control.
Comprehensive Connectivity and Data Logging
Equipped with Modbus RTU protocol, this system allows seamless integration with existing industrial automation frameworks. Wired connectivity guarantees stable communication, while integrated data logging archives operational data for analysis and compliance requirements. Remote control features enable diagnostics and system management from a distance, enhancing operational flexibility.
FAQs of Boiler Automation System:
Q: How is the Boiler Automation System installed and does the provider offer installation service?
A: The Boiler Automation System is designed for panel mounting and comes with a 2-meter cable for convenient installation. Professional installation service is provided by the distributor or manufacturer, ensuring safe and proper setup for optimal performance.Q: What benefits does using a touchscreen HMI provide in this system?
A: The 7-inch touchscreen HMI offers an intuitive interface for controlling and monitoring your boiler, enabling quick adjustments, easy access to data, and real-time status updates, which simplifies operation and reduces human error.Q: When is the data logging feature most useful and what information can be recorded?
A: Data logging is invaluable during troubleshooting, audits, or maintenance reviews. The system records operational parameters such as temperature, pressure, alarm events, and system statuses, helping operators analyze performance and ensure regulatory compliance.Q: Where can this Boiler Automation System be used?
A: The system is suitable for both indoor and outdoor industrial environments. With its IP54-rated powder-coated mild steel enclosure, it is robust against dust, moisture, and mechanical impacts, making it versatile for various settings.Q: What process is followed if there is a power failure?
A: In the event of a power failure, the integrated UPS backup power supply immediately takes over, allowing the system to continue operating without interruption. This safeguards ongoing processes and preserves logged data.Q: How does the alarm system work and what safety features are included?
A: The alarm system uses both audio and visual signals to alert operators of abnormal conditions. Advanced safety mechanisms like overload and short-circuit protection are built in to minimize risks and enhance operator safety.Q: What are the advantages of Modbus RTU communication in this automation system?
A: Modbus RTU protocol provides reliable, standardized communication with other industrial devices and control systems. It enhances real-time data exchange, system integration, and remote management capabilities in industrial settings.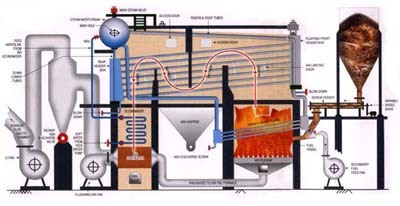
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Industrial Automation Systems Category

DELTA AC MOTOR DRIVE MS-300 15HP 3PHASE
Price 28200 INR / Piece
Minimum Order Quantity : 1 Piece
Voltage : 3 Phase 380480V AC
Application : Industrial Motor Control, Pumps, Conveyor Systems, Fans, HVAC
Phase : Three Phase
Features : Compact Size, STO Safety Function, Programmable I/O, Energy Saving, Builtin PLC, Brake Chopper

C&S MPCB TCMS-32SE-10
Price 1657.6 INR / Piece
Minimum Order Quantity : 1 Piece
Voltage : 415V AC (Auxiliary: 110V/230V/400V AC)
Application : Motor Protection, Short Circuit & Overload Protection
Phase : Three Phase
Features : Phase Failure, Overload & Short Circuit Protection, Padlock Facility
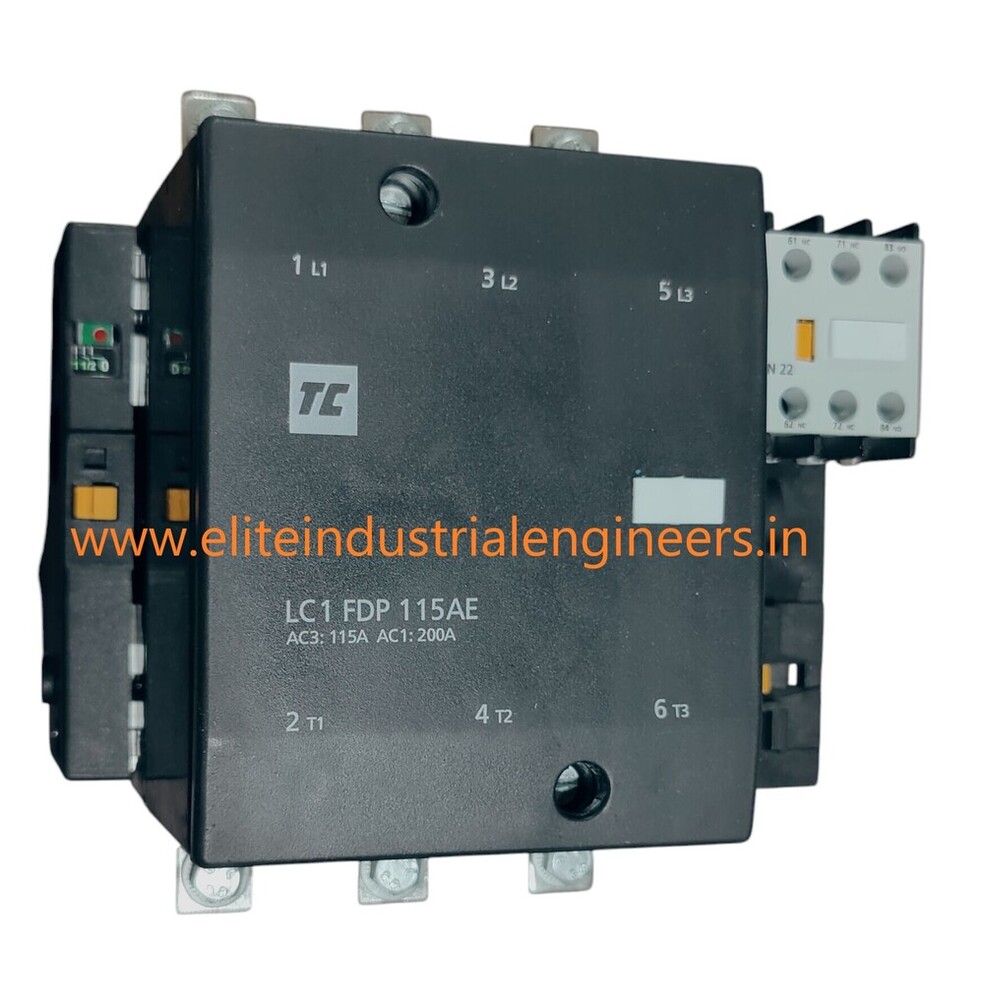
C&S CONTACTOR LC1FDP115AE N5
Price 9265.00 INR / Piece
Minimum Order Quantity : 1 Piece
Voltage : 220240 Volt (v)
Application : for Industrial
Phase : 3 PHASE
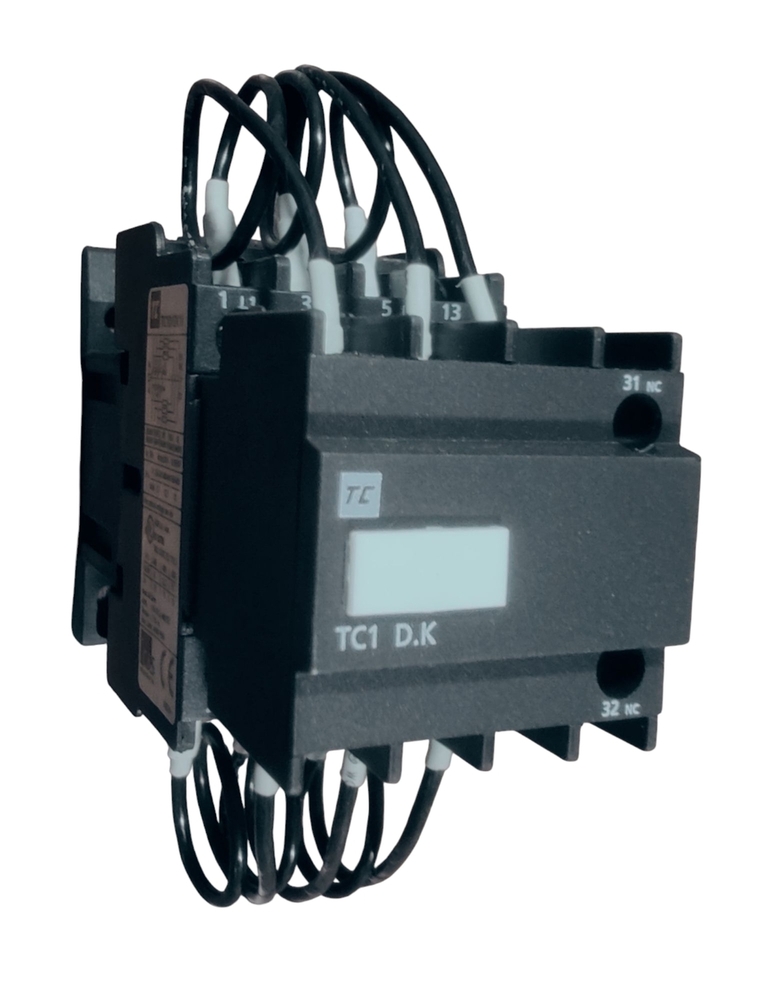
C&S CONTACTOR TC1D12K11M7
Price 1365.3 INR / Piece
Minimum Order Quantity : 1 Piece
Features : High accuracy
Our Products
- Delta Industrial Automation
- Industrial Automation Systems
- Industrial Llift and Hoist
- Multispan
- Electronic Relays
- C & S ELECTRIC
- Pyrotech Panels
- Electronic Accessories
- Programmable Logic Controller
- Control Panel
- SS Panel
- INVT DRIVE
- INVT SERVO SET
- INVT PRODUCTS
- BRAKE RESISTANCE (DBR)
- YASKAWA PRODUCTS
- ABB PRODUCTS
- IGBT
- AUTONICS
- OMRON
- SIEMENS
- DUCT

Plot no 425, Sector 25 Phase 2, Landmark: Huda park,Panipat - 132103, Haryana, India

Mr Kapil Dua
(Proprietor)
Mobile :+919315333867, +919138795666
 Send Inquiry
Send Inquiry Send SMS
Send SMSDeveloped and Managed by Infocom Network Private Limited.
